Moldmaking & Casting
Making Rigid Molds With
Fast-Cast Urethanes

Ideal for smaller models/molds with a flat side, fast-cast urethanes are widely used for their ease of use, low cost, and quick demold times. However, their use requires careful application of release agents.
Making Simple Rigid Molds
Rigid molds are ideal for models with a flat side and no undercuts where a negative draw can lock the model and mold together. To demonstrate the construction of a simple, rigid mold, we’re going to use our Repro NS fast-cast urethane. Our model is made out of our Repro One fast-cast urethane.
The three greatest advantages of using fast-cast urethanes to construct simple molds are: - ease of use—because of the1:1 mix ratios and no vacuum degassing required - the low cost—lower than urethane elastomers or silicone rubber - and the quick demold times, usually just over an hour, enabling the construction of multiple molds per day.
Our mold board is made of MDO plywood and our mold frame is made of sugar pine, glued and nailed together. We purposely did not seal or release the mold frame so that the Repro will adhere to the mold frame.
Here we screw our mold frame onto the mold board.
The model is then bolted down onto the mold board. Since the model fits flat onto the mold board, we did not need to apply clay around the edges.
When constructing rigid molds, proper sealing and releasing is very important. We have already applied two coats of wood and plaster sealer and here we applying our second coat of wax release. We were careful to apply this to the detailed areas first, and then immediately buff those areas to avoid buildup before moving onto the less detailed areas.
Next we apply our two coats of PVA, and then a final layer of wax release. For complete instructions on proper sealing and releasing, please see our other video on this topic.
We are going to use Repro NS Non-Settling fast-cast urethane as our mold material. This material requires no shaking or mixing prior to use. Simply stir each side with a paint paddle and it is ready to go.
We’ve chosen Repro NS because of its blue color, which will make it easier to distinguish the model from the mold.
We weigh and mix our material – in this case a total of 3200 grams is required to fill our mold so we are weighing 1600 grams of the A side and 1600 grams of the B side.
For complete instructions on weighing & mixing of materials, please see our other video on this topic.
Finally, we are ready to pour the Repro in the mold cavity. Notice how the thin viscosity allows for easy pouring, even into the highly detailed areas, without entrapping air.
It has been a little over an hour, so the Repro NS hasn’t fully cured. In fact, it is still a little warm and very slightly flexible. This is the ideal time to demold, since the material will give a little during the process.
We remove the screws holding the mold frame to the mold board. Then we use wedges to slowly and evenly separate the mold from the mold board.
Next we clean off the PVA mold release with a damp paper towel.
Now that we have our mold we must apply our release agents so that our parts do not stick to the mold. However, since we are pouring a urethane into a urethane, the release procedure is different than the standard two coats of wax, two coats of PVA, and one coat of wax. Here we will only apply three coats of wax, buffing after each application. For more detailed information on sealing and releasing, please see our other video on this topic.
Here we are setting our support bars above the mold. The nuts attached to the bolts will serve as aids in the demolding process. We attach the bar to the mold frame with clay to raise the bar slightly over the surface of the part, thus making sure the Repro won’t touch the support bar when pouring.
Here is our Repro One fast-cast urethane. Repro One, like Repro NS, is non-settling, meaning that it does not require a mechanical mixer.
We measure 260 grams of part A and 260 grams of Part B and mix them together. Then we pour the mixture in a new cup.
Finally, we pour the Repro into our mold. Again, we pour slowly in a narrow stream in order to make sure the material flows easily into all of the highly detailed areas.
Once the Repro cures, we use wedges to lift the cured part from our mold. Notice how it demolds cleanly and easily.
Finally, we remove the bolts from our part. Our mold is now ready to be put back into service.
Urethane Rubber
Molds

Urethane Rubber molds are widely used when a flexible mold material is required and a more expensive or less abrasion-resistant silicone rubber is not desired. However, their use requires careful application of release agents.
Making Simple Urethane Rubber Molds
Urethane rubber molds are widely used when a flexible mold material is required and silicone rubber is not desired. Urethane Rubber, while generally less expensive than silicone rubber, is not self-releasing and therefore requires the mold-maker to follow the full sealing and releasing procedures in order to obtain optimal results.
To demonstrate the construction of a urethane rubber mold, we’re going to use our Freeman 1035 to make a mold around this model of a leaf.
The mold board is made out of Chili-Form, a heavily laminated plywood known for its for high strength and stability. Chili-Form features a phenolic-infused face, making the surface non-porous and moisture-resistant. Therefore, it doesn’t require a sealer.
Our model is made out of our Repro One fast-cast urethane. It is mounted onto the mold board with clay.
Our mold frame is made of pine, nailed and glued together. And it has already been sealed with Wood And Plaster Sealer and released with Freeman Wax Release and Partall PVA mold release.
Here we are applying two coats of wax release to our model, followed by two coats of PVA, and finally one more coat of wax release. For complete instructions on proper sealing and releasing, please see our other video on this topic.
Next we attach the mold frame onto the mold board and then make sure the mold itself is level.
We’re now ready to weigh and mix our Freeman 1035 urethane rubber. Here we are measuring 2200 grams of Part A and 2200 grams of Part B and mixing them together.
We’re actually weighing these materials in two different containers so we don’t overfill them. This also allows room in each container for the material to rise during the vacuum degassing process.
For complete instructions on weighing & mixing of materials, please see our other video on this topic.
Here we are vacuum degassing the material in order to remove nearly all of the air entrapment that occurs while mixing the two sides together. While vacuum degassing isn’t critical to make a Freeman 1035 urethane rubber mold, it is always a good idea to do so in order to virtually guarantee the absence of bubbles in your mold.
For more information on vacuum degassing, please see our other video on this topic.
Here we are pouring the material into the mold. We pour in a narrow stream, paying special attention to areas of higher detail before filling the complete mold.
The second container of material fills much faster since all of the highly detailed areas are now already covered. When the mold is filled, we allow the material to cure overnight.
The next day, we unscrew the mold board from the mold frame. Then we begin hammering our wedges between the mold board and mold frame. Since we sealed and released the mold frame, it easily separates from the mold, allowing us easy access to the mold itself so that we can begin slowly peeling it from the mold board, revealing our original model.
Notice the excellent detail reproduced with Freeman 1035 Urethane Rubber.
With a damp paper towel, we remove the PVA mold release, which had formed a thin film between our model and our mold. We are also able to run the mold under water, allowing for faster removal of the water-soluble PVA.
After drying the mold, we apply three layers of wax release.
Next we weigh and mix our Repro One fast-cast urethane, and then we pour it into our mold. Repro One if Freeman’s top of the line filled urethane. Like all Repro products, it features an easy one to one mix ratio, adequate working time, and does not require vacuum degassing.
As soon as the Repro One cures, which takes a little over an hour, we turn the mold upside down and peel the mold off of our part.
Here you see the final part with our Freeman 1035 urethane rubber mold.
Again, notice how accurately the rubber reproduces the detail of the model.
Our mold is now ready to be put back into service.
Simple Silicone Rubber Molds
(no parting line)
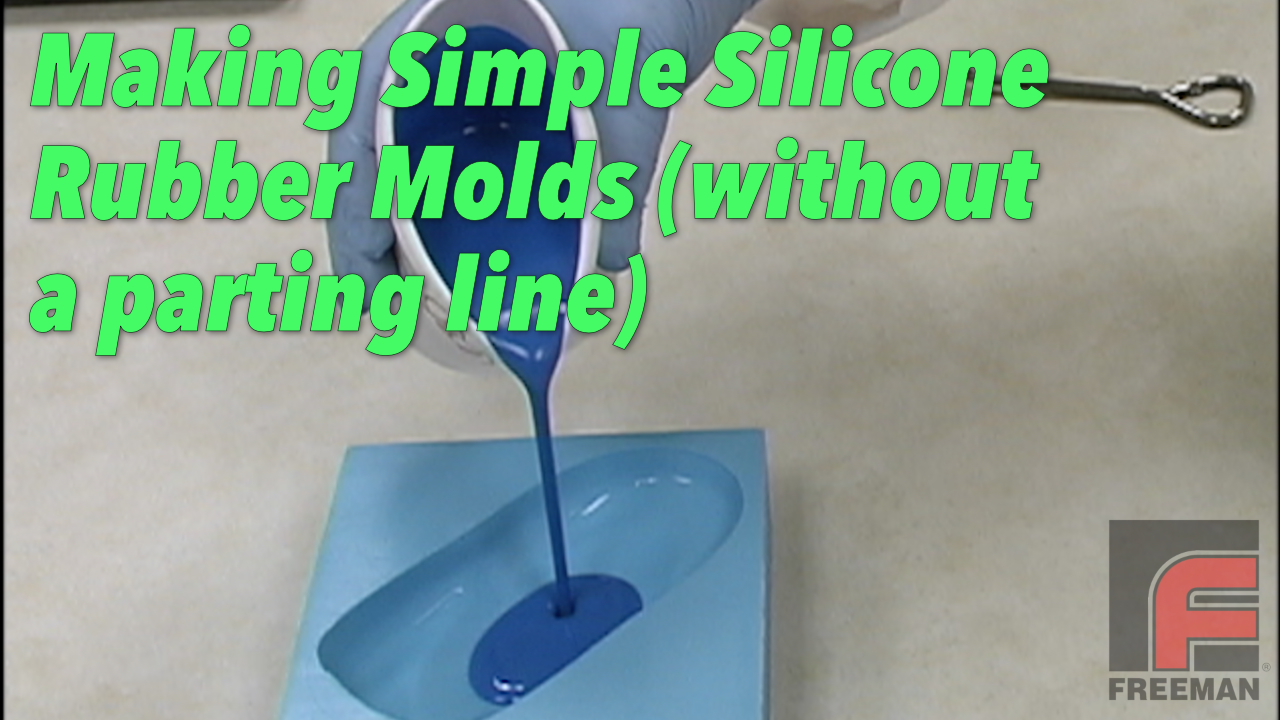
Ideal for smaller projects (less than 12" x 12"), this is the easiest process for creating parts, patterns, tools, & molds. We demonstrate creating a silicone rubber mold and then the casting of parts with Repro, epoxy casting resins and polyurethane elastomers.
Simple Silicone Rubber Molds (no parting line)
Rhodia silicone rubbers are used extensively for applications where a flexible mold material is required. A truly high-quality line of silicone systems, these products offer high accuracy, high heat resistance, and excellent tear strength and elongation properties.
And since silicone rubber compounds, by nature, are self-releasing, and therefore make an excellent choice for a variety mold applications.
Preparing a mold
In preparing a silicone rubber mold, we are first putting clay around the edges of our model to make it adhere to the mold board.
Next, we aligned the model in the center of our mold, removed the sides of the mold, and then pressed the model onto the wood.
Next, we cut the excess clay from the edges of the model.
Technically, you do not need a release agent with silicone rubber, but in order for the mold to slide off easier, we decided to apply a light coat of Freeman Wax Release. Here we are using a white-bristle throwaway brush to apply it, and then a cloth to gently buff it.
Note that the wood has already been sealed with the wood and plaster sealer so the surface itself is not porous – otherwise, the silicone rubber will reproduce the surface of the wood, which is not what we want.
For more information, refer to our other video on sealing wood.
Finally, we screw on the sides of the mold
And now we’re ready to pour the silicone rubber.
For this demonstration, we’re showing Rhodia’s V-340 and the CA-55 catalyst – the other option here is the CA-45 catalyst, which would change the hardness.
Here is what the base looks like. The catalyst, which can be shaken inside its bottle, will be mixed using 10 parts base to 1 part catalyst by weight.
Here is what the mixture looks like.
For more information about weighing and mixing, please see our other video on this topic.
Once the base and catalyst are fully mixed, we poured the mixture into a larger bucket for the degassing process. Since the mixture will rise while degassing, you need a larger container to hold the silicone rubber.
Once it is properly weighed and mixed, our V-340 is ready to be degassed. While degassing not necessary for many simpler or less demanding casting applications, if you require an optimal, completely void-free mold, we recommend degassing the material.
Pouring
When pouring a silicone rubber, you want to pour it at a low point first. Notice that this is thicker than a urethane like Repro.
When you pour the material, you do enter a little more air into the mixture, but these bubbles will break on their own.
This mold will take 16 to 18 hours to cure. An addition Cure rubber can be accelerated only by heating it. A condensation cure rubber can be accelerated chemically.
Notice the larger bubbles that were introduced while pouring are already breaking on their own.
Finishing
The next day, our mold is ready. We remove the screws and then wedge the whole thing off with very little effort.
Next, we pushed out our model from behind. Notice how accurately the silicone reproduces the surface of our model.
Next, we pushed out the mold itself and pulled off the edges with our fingers.
Our mold is now good for 30-150 uses, depending on the material. Anything that gets really hot will shorten the life of the mold. Here we have a mold that is starting to show its age. You can see the absorption of the urethane into the rubber – thus creating a discoloration. While still perfectly usable, this is an indication that the mold is reaching the end of its life.
As we pour our thoroughly mixed Repro into our mold, we typically like to create a smaller stream in order to break the bubbles better. Regardless, given its thin viscosity, bubbles aren’t much of a problem with Repro and it is never necessary to vacuum degas Repro.
After allowing our part to cure for 60 to 90 minutes, depending on the mass of the pour, we can now demold it and immediately begin using the mold to pour another casting. Even though the Repro is hard enough to demold in 60 to 90 minutes, full hardness and strength are not achieved until 24 hours. The part should not be placed into service until then.
To demonstrate pouring and demolding epoxy mass cast plastics, we’re showing Freeman 801 epoxy casting resin.
When pouring an epoxy mass cast material, it is important to pour in a narrow stream to eliminate bubble.
The aluminum filler used in Freeman 801 will create the separation of color that you will only see at the bottom end of the pour
Pouring and Demolding a Polyurethane Elastomer
When pouring a polyurethane elastomer mass cast material, it is important to begin in the lowest part of the mold and pour in a narrow stream to avoid creating new bubbles in the mixture. The thinner stream also helps when directing the pour into intricate patterns.
Since we are using silicone rubber mold, it is easy to flex the mold to remove the cured part.
Notice that the smaller mold isn’t as shiny because the master model isn’t as shiny – thus showing how well the Rhodia Silicone Rubber transfer the surface features of your original part.
This little model also displays the flex in our Freeman 1060 semi-rigid urethane elastomer, and its superior impact resistance
Two-Part Silicone Rubber Molds
(with a straight parting line)
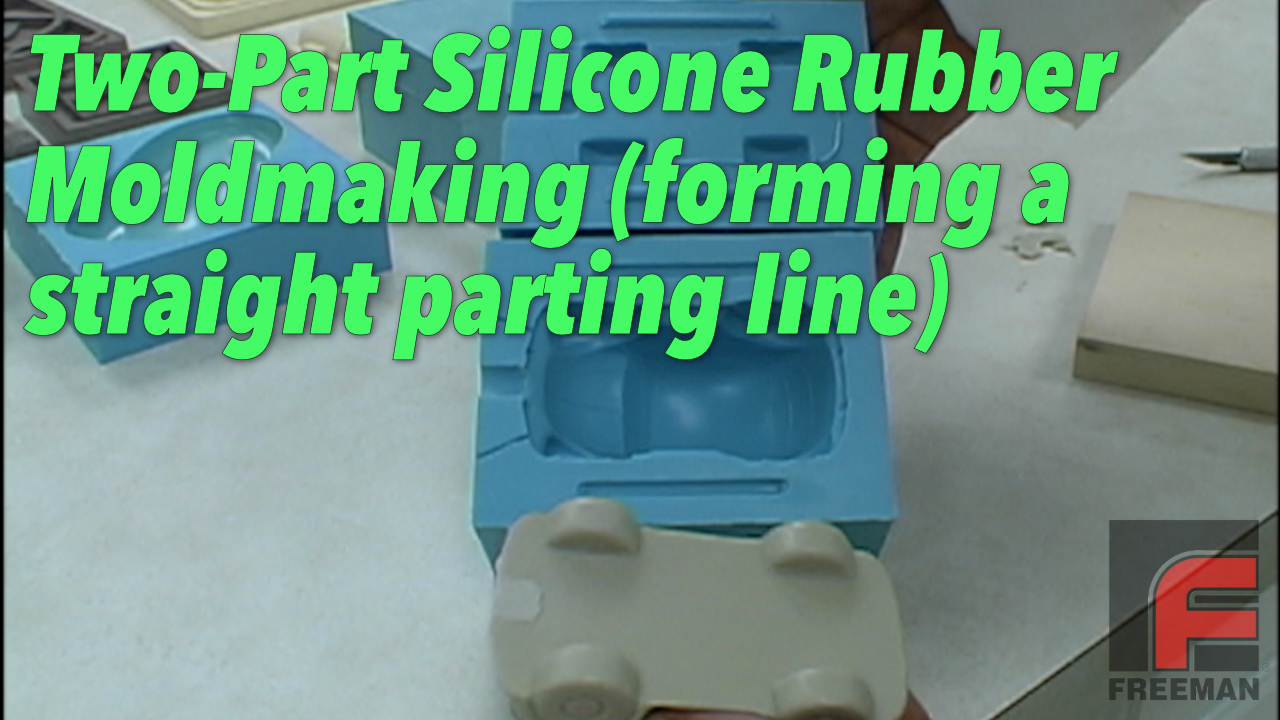
When mass casting a part without a flat side, you must create a two-part mold. We create a two-part silicone rubber mold with a clean parting line and then cast the part with Repro.
Mass Casting Complex Parts (with a parting line)
Mass Casting a part that does not have a flat side requires a more complex process involving the creation of a parting line.
This is the model that we’re going to duplicate. As you can see, there are no flat surfaces, so no matter how we orient the model, if we just built a frame and poured on top of it, the material would flow underneath and the model would get locked in the mold.
Therefore we will create a two-part mold, which will have a parting line at the bottom of the car, about halfway through the wheels.
First, we machined four cavities in a piece of wood using a Bridgeport mill. This will allow our model to sit flush against the flat board. This board is now the location of our parting line and by sitting flush, it allows a tight seal and therefore a clean parting line.
We used Plast-econ modeling clay to secure the model to the plywood and also to fill in the slight gaps along the parting line.
On the bottom surface, we are applying the clay to seal off the bottom of the car. This will prevent material from flowing underneath the car.
Next we press the car onto the plywood. And you can the see the excess clay has squeezed out all around the model.
We trim the excess clay and then we press in some additional clay at the wheels and any other area that didn’t get completely sealed. To do this, we’re using one of the Freeman fillet shaper tools.
Next we apply some Freeman Wax release with a white bristle throwaway brush, then lightly buff the wax using a cotton cloth. We are also applying a layer to the model itself to aid in the releasing – technically, a release agent isn’t needed when working with silicone rubber, but the layer of Freeman Wax Release lubricates the surface and makes the demold process even easier.
Finally, using an exacto-kinfe, we trim the remaining excess clay around the detail of the wheels.
Here is our completed master model with the wheels set below the plywood and clayed in to create a clean parting line.
To contain the poured material, we have constructed a two part wooden frame. The first half is deep enough to cover the majority of the model and the second half is deep enough to cover the wheels.
Now we need a mechanism for the two halves of the mold to interlock. Additionally we need to create a path to pour the material into the mold, called a gate.
To accomplish this, we’ve chosen our Freeman half-round pattern wax, which is easy to handle and non-reactive with the silicone.
We choose a length and cut the ends at an angle so the surface will draw easily from the mold. And then we make an identical piece for the other side of the model.
We adhere the wax to the wood using clay and then trim the excess.
This will create an indentation in the rubber which will later be filled during the second half of the pour, producing a perfect alignment & locking mechanism.
Using a larger size of half-round pattern wax, we create a gate. We mark the end of the frame with a pencil and then cut a piece of the wax to fit exactly between the model and the frame. Again, we use clay to adhere it to the wood.
Our model is now ready for pouring.
We clamp the frame to secure it in place, making sure the gate is touching both the model and the frame.
We are using Rhodia’s V-340 silicone rubber, which has already been properly weighed, mixed and degassed. Please view our other mass casting video which details this process.
This material requires 16-18 hours to solidfy, so we need to wait until the next day to create the second half of our mold.
Day 2
It has been 16 hours since we’ve poured the first half of our mold and the Rhodia V-340 has now solidified.
Here we are taking off our clamps and then wedging apart the frame to reveal the underside of our pour.
The first thing we must do is remove the residual clay with our fillet shaper tool. Notice how the clay has prevented the silicone rubber from pouring underneath the model, resulting in a very clean parting line for our second half.
Next, we remove the locking mechanism. You can see, a little bit of material has flowed beneath the half-round pattern wax, which we can cut off with a knife.
To complete the cleanup, we use a small piece of folded sandpaper in the groove. The harder silicone rubbers like V-340 can be sanded fairly easily to remove small amounts of excess material. The softer rubbers are more difficult to work with sandpaper.
After cleaning the excess flash around the locking mechanism, we need to create the other half of our gate to form a wider, round hole through which the material will flow. On one end, we are angling the tip and on the other side, which will butt up against the frame, we cut at 90 degrees.
Before we pour the second half to the mold, it is very important to apply a release agent to the first half. Silicone rubber doesn’t stick very well to most materials, but it does stick very well to other silicone rubber, so we are applying Pattern Release 202, which is an aerosol form of Vaseline. A light, uniform coat will be enough to give us a clean release.
Next, we place the other half of our mold frame on top and clamp it down.
Now we’re ready to pour the second half of our mold. Once again, our V-340 has been weighed, mixed and degassed, and we flow the material into the mold as before.
Day 3
It has been 16 hours since we poured the second part of our mold. The silicone is now hard and ready to be demolded.
First we take the clamps off, and using the same wedges as before, we separate the frame at our parting line. Since we waxed our frame, it actually comes off first. And then we separate the mold.
Notice our locking device has transferred perfectly from one half to the other.
We push the first half out of its frame and then remove the lower part of the gate.
Notice that our gate needs to be cleaned up just a little bit, which we take care of with sandpaper, much as we did yesterday when cleaning the flash around the locking mechanism.
In order to pour a closed mold, we need more than just an entrance for the material. We also need a vent for the air to escape. We could cast these vents, but since V-340 is a harder rubber and cuts very easily, we’ve decided to cut the vents on one side of the cured rubber.
All we need are small vents, just enough for the air to escape but not too big to require a large repair on our finished part.
Since silicone rubber is self-releasing, it doesn’t need a release agent. However, in order to make the demolding process easier and to increase the life of our mold, we’re going to apply a light coat of silicone spray parting agent.
Notice how it gives the mold a higher shine as well.
Now we’re ready to put the two halves together, and since we’ve built in the locking mechanism, it aligns perfectly. We tape the mold together with masking tape. We could use clamps, but then we’d also have to use boards on each side to prevent any localized pressure that might distort the mold.
This is our Repro 10 Tan which has been agitated, weighed and mixed.
Because of its low viscosity, Repro 10 pours very well.
To make sure that we have no air bubbles on the surface of the mold, which might naturally occur around the headlights or other detailed parts of the model, we pour in a little material, then rotate the mold to make sure the entire surface is covered first. And then we finished filling the mold.
About a 30 minutes later, our Repro has partially cured, but it is still a little rubbery. We want to demold the part now so it is easier to remove the gating system.
After removing the tape, we separate the two halves of the mold to reveal our new model.
A little material did flow up into the vents, but notice that there is no air entrapment in the casting itself.
Now is the best time to cut our gate -- while the Repro is hard enough to handle and yet soft enough to cut with a knife. We also remove the part of the gate underneath our model. If we had let this fully cure, we would have had to machine or sand this off, which would take a lot more time.
Finally, here is our finished model car, along with our two part mold. Since we used a high quality silicone rubber from Rhodia, this mold will produce numerous high quality parts.
Casting Thin-Walled
Parts

Casting thin-walled parts follows a similar process to the mass casting video above. However, this project requires important differences in venting, gating, and the use of pressure.
Casting Thin-Walled Parts
Making molds from models with thin walls, such as this model of a computer mouse, follows a similar process as the one used in our complex mass casting mold. In this example, our model was machined from Freeman Machinable wax, a durable, economical, hard wax material that is easy to machine and requires no sealing or releasing to produce accurate silicone rubber, epoxy, or urethane duplications.
We’ve constructed a mold box from wood, ensuring that our model will be surrounded by at least 1/2 an inch of silicone rubber. For larger models, we would allow for a larger margin of silicone rubber.
Next, we apply Plast-Econ modeling clay to the bottom of our model. After pressing the model to adhere it to the mold board, we clean up the edges of the model with a fillet shaper. Then we apply a light coat of wax release to remove any remaining excess clay.
For this mold, we’re going to use four small strips of half-round pattern wax to provide the registration. Each piece is being adhered to the mold board with our Plast-Econ modeling clay.
Next, we assemble our mold box and then we mix our Rhodia V-330 silicone rubber and CA 45 catalyst. We’ve chosen the more flexible V-330 because it will be easier to demold from our wax model.
The first half of our mold is now ready to be poured and left alone to cure overnight.
The next day, we remove the mold board to reveal the underside of our model. Very carefully, we begin removing the clay that adhered our model to the mold board.
Next, because this will be a closed two-part mold, we have to create a system to vent any air that may become trapped, causing defects in our part. In addition to vertical vents, which we will apply later, we are applying clear tape around the edges of our model. This will create a uniform void around our model to permit easy escape of any unwanted air that our vertical vents cannot vent alone.
Next, we apply a coat of petroleum on the cured silicone rubber parting line. This is done because the liquid silicone we will be pouring will bond to the cured silicone if no release is applied. We could have also used Pattern Release 202, which is an aerosol version of petroleum jelly.
After assembling the mold frame, we align our pouring sprue and several vertical vents over our mold. All are attached to this wood bar, which has wood dowels on the ends to align and secure it in place. Then we make sure the sprue and each vent is lightly touching our model. Now we’re ready to pour the second half of our mold, again, using Rhodia V-330 silicone rubber.
The following day, we remove our vents, pull out the pouring sprue, and then demold our model. As you can see, the mold is perfect in accuracy and detail and ready to produce urethane castings.
We tape the two mold halves together with electrical tape and then form a small clay reservoir over our pouring sprue. This will enable us to have some extra material available to our mold in case it is needed when the pressure is applied.
Here we’re mixing our Freeman 1090 Clear polyurethane and adding one drop of red Freeman color tint. Next we pour the urethane into the mold until the clay reservoir is nearly full and then we place the mold in a pressure pot under 40 PSI of pressure. This pressure helps the urethane completely fill in the entire closed mold and thus minimize the possibility of voids in our casting.
When the urethane has cured, we demold our new part and the mold is ready for another casting.
We purposely did not polish our wax model in order to show the accuracy of our silicone rubber mold and the Freeman 1090 polyurethane. Our cast parts are perfect duplicates, showing every machining mark, just like our original model.
One of the advantages of machinable wax is that is can be easily polished to a very smooth surface using a razor knife and Freeman’s wax release. Casting this mouse in our mold would result in a smoother silicone rubber mold and a clearer, smoother urethane casting.
Casting Molds & Models With Intricate Detail

The more detailed your patterns, the more difficult it is to cast void-free molds and parts. Here we show you a few tricks to get consistently better results when working with highly detailed castings.
Casting Molds & Models With Intricate Detail
One of the greatest challenges in making molds and casting parts is air entrapment. If air becomes entrapped while pouring a liquid urethane or silicone rubber on a model or mold, it forms small voids that become defects on the surface of your mold or part.
In previous videos, we have demonstrated several methods of minimizing air entrapment These include applying pressure to a mold while the liquid cures, vacuum degassing the material prior to pouring, and venting a mold. All of these methods allow air that might otherwise become entrapped in the mold, to be eliminated.
However, some highly detailed or intricate patterns pose some particular challenges that cannot be solved with simple venting, degassing, or applying pressure. In these cases, adding an extra step or two to the casting process, as demonstrated here, can make a significant difference to the quality of the final part.
Here we have a miniature replica of a Michelangelo statue, which has been adhered to our mold board with Plast-Econ modeling clay.
The highly irregular and detailed surface of our model features many places where air can easily become entrapped during the mold-making or casting process. Therefore, before we pour our silicone rubber into our mold box, we take a small amount of our mixed silicone and gently brush and dab the material all over our model, paying particular attention to those areas where air can become entrapped easily.
After we have covered the entire model with a thin layer of silicone rubber, we then finish constructing our mold frame. In this case, we are simply using a paper cup with the bottom cut out of it, which is adhered to the plywood with Plast-Econ modeling clay.
Now we are ready to pour the remainder of our silicone rubber into our mold cavity. The layer of silicone rubber that we had applied with a brush has actually smoothed the surface of our model and thus reduced the likelihood of air entrapment.
The next day, we remove our mold from the mold board and peel away our cup, revealing our silicone rubber mold. Next, we cut the flashing around the bottom edge of our mold.
Then, using a sharp knife, we carefully begin to cut one side of our silicone mold until we can remove our model.
Here you see our new silicone mold next to the model that was used to create it. Notice how well the silicone rubber re-creates the detail of the model and how easily it returns to its original shape after we pulled it apart.
Now we will use our Freemen 1085 polyurethane elastomer to create a duplicate.
We close our mold and then use electrical tape to hold the parting line together.
After weighing and mixing our urethane, we apply some urethane to our brush and cover as much of the surface of our mold as possible, much like we did with the silicone rubber, except that this is a bit more difficult because we are applying it to the inside of a mold rather than the outside of a model.
Next, we pour a little bit of the material into the mold cavity and spend about 30 seconds rolling that material all around the mold cavity so that it coats the entire surface of the mold with a thin layer of our resin.
Finally, we pour the remainder of our urethane into our mold cavity and allow the urethane to cure, which in this case takes about an hour.
When the urethane has fully cured, we remove the tape and demold our new casting. By following these simple techniques, we were able to re-create the intricate surface of our model both with silicone rubber and our urethane casting material and minimize any air entrapment that would have formed imperfections on the surface of our casting.
Our mold is now ready to be put back into service.
Moldmaking With Clear Silicone Rubber

When a project requires a complex parting line, it is often easier to pour the entire mold in one process with clear rubber, then cut your parting line. This process also saves at least a day in creating the mold.
Moldmaking With Clear Silicone Rubber
Moldmaking with clear silicone rubber is the ideal way to construct a mold with a complex parting line. In this demonstration, we will be duplicating this part, which was taken from a bumper assembly. Given the irregularity of the shape, we’ve decided to avoid the difficult and time consuming task of developing a parting line and pouring two individual mold halves. Instead, we will pour the entire mold in one process and then cut our complex parting line after the clear silicone has cured. This method will not only be easier, but it will also save us a full day in making the mold.
Here we’ve constructed a mold box out of plywood. The two-part L-shaped mold frame allows us to clamp the mold together securely, which will make the demolding process easier than if we had screwed the frame together.
We made sure the mold is high and wide enough to guarantee that at least 3/4 of an inch of silicone will completely surround the part.
Next, we place clear tape along our chosen parting line. This tape serves the purpose of providing a thin, uniform vent for reducing air entrapment when pouring the final part material as well as establishing the parting line away from the actual model for ease of cutting the parting line. After the tape is applied, we cut the edges for a neat, uniform application.
Next, we cut small pieces of plastic to cover the threads, and then fill the ends with clay. This will prevent the silicone from locking around the threads when it is poured.
Here we are gluing our downsprue onto the part itself. This will create a cavity in the mold that we will later use to pour our urethane.
Next, we use a marker to darken the edges of the clear tape. This will provide easier visual identification of this edge which will become necessary when we begin to cut our clear mold in half.
After we affix the piece of wood that will enable our model to hang in the mold box, we are ready to drop the model into place. Note that we’re using a thin wire to secure the other end of the model. This wire, which has been coated with vasoline, will also serve as one of our vents.
Here we are weighing and mixing Rhodia V-3040 clear silicone rubber which features a 10 to 1 mix ratio by weight. We’re weighing 2500 grams of base to 250 grams of catalyst.
This material is more viscous than our other popular addition cure rubber, V-340. Also, since this is a clear material, it is difficult to tell the base and catalyst apart, making it especially important to pay attention to how thoroughly it is mixed.
Next, we vacuum degas the material to minimize air entrapment. For more information on this process, please see our other video on that topic.
Finally, we begin to pour our V-3040 into our mold box. We pour directly onto a low point and pour slowly enough so that we do not distort our clear tape parting line or move our model.
Upon completion of the pour, note the bubbles on the top of the mold, which were introduced during the pour. Most of these bubbles will pop on their own and since they are far away from our model, they won’t affect the quality of the mold itself.
Lastly, we lower a couple more pieces of wire into the rubber until they reach the clear tape – this wire will form a couple more vents in our mold, which will be necessary when pouring our urethane parts.
The next day, we unscrew and then lift the piece of wood that held our downsprue.
Next, we are pulling two of our vents out of the mold.
Then we remove the first two clamps and remove the mold box from the mold bottom.
Next, we remove the last two clamps and pry the two halves apart, revealing our clear mold.
Here we are removing the flashing around the mold, which was created when the silicone rubber seeped between the plywood sections.
Notice how we can easily we can see the clear tape parting line because we had marked the ends of the tape with a black marker.
Now it is time to cut our parting line. We mark the end of our gouge with a marker to help us avoid cutting too deeply.
And then, following our parting line, we begin to cut the silicone rubber.
Note that we aren’t trying to cut all the way to the tape with our first pass, but rather we are planning on taking two passes with the gouge. This conservative approach not only makes it easier to cut, but it also establishes a more complex registration that will ensure proper alignment of the two mold halves later.
Our first pass simply establishes the outside of our parting line.
With the second pass, we place a wedge in this established parting line, which makes it easier to access and then cut the remaining rubber all the way to our clear tape.
After the second pass, there are a few remaining small sections of rubber not completely cut through and therefore keeping the two halves together. With a brief, final pass with our gouge, our mold comes apart.
We remove the clear tape from the model and pull then pull the model out of the mold.
Now we are ready to cast our part, which requires us to pour our Freeman 1060 semi-rigid urethane around a metal core. The metal core and the threads make this particular part more involved than most. Therefore, most other clear moldmaking projects will be less complex and easier to complete.
Since we don’t want the threads to be covered in urethane, we secure plastic sleeves around the threads.
Notice the space between the core and the mold where the urethane will flow. In order to make sure the material will fill the entire mold, we drilled a hold through the core. This will allow the material to flow to the bottom side of our core, and not just the top.
Next, we assemble the two mold haves and securing them with electrical tape. We are using electrical tape because it stretches and therefore it won’t deform the mold as much as stronger tape might.
Next, we pour our Freeman 1060 semi-rigid urethane into the downsprue. Note that this material has been vacuum degassed to ensure a virtually void-free casting.
We fill the entire cavity, including the pouring sprue. This excess material is necessary to accommodate for the added pressure while curing and slight material shrinkage in thicker sections.
After filling the mold, we put the mold into the pressure pot to cure under 15 PSI of pressure.
The next day, we are removing the tape, separating the mold halves and then removing the part. Notice how the urethane formed a slight flashing around our parting line, where our clear tape used to be when we created the mold.
We remove the plastic covering the threads and then use a utility knife to remove the remainder of the vent material.
Here is our finished part with the sprue cut off.
And here is our part mounted on the chrome bumper piece, where our original model came from. Again, had we not used a clear silicone rubber on this project, it would have required a lot more time to prepare the mold and at least an extra day to create it.
As you can see, most of the surface bubbles that appeared at the end of our pour have broken as the mold cured.
Silicone Rubber Molds with Complex Parting Lines
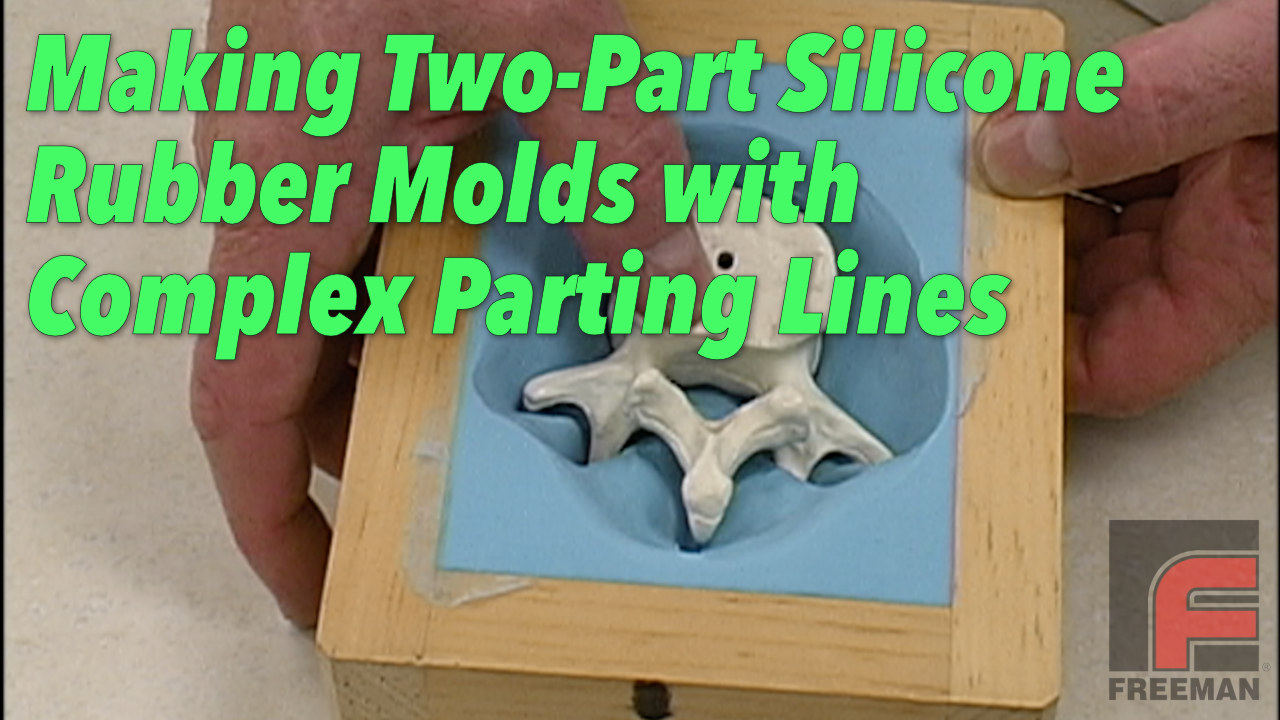
Sometimes making a straight parting line (or even a simple curved one) isn't practical. Therefore, one must be creative when forming the two halves of a silicone rubber mold. This process shows one method for creating complex parting lines.
Silicone Rubber Molds with Complex Parting Lines
Sometimes, due to irregular part geometry, creating a straight or curved parting line is either impractical or very difficult to complete. In these instances, one of the best ways to create a two-part mold is to use a soft material such as modeling clay to temporarily simulate one half of your mold, as we’ll demonstrate here with a model of a vertebra, or segment of a human spine. This video will also show how trial and error can play a role in creating an adequate venting system for a complex mold.
We prepare this irregular shape for the mold making process by shaping pieces of our sulfur-free Plast-Econ modeling clay underneath the model in such a way that we eliminate all, or at least most, of the undercuts that would occur when the silicone rubber is poured from above.
This process may require a bit of imagination and experimentation. And as you see here, we spend some extra time using our fillet shaper tool in order to form the clay exactly how we want it.
Here we have the finished application of our modeling clay. As we will see later, the volume of the mold cavity that is occupied by the modeling clay will be the same exact shape of the second half of our mold.
We are now ready to complete the construction of our mold frame, which we do by clamping our mold frame onto our mold board. Then we pour our properly weighed and mixed Bluestar V-340 silicone rubber into our mold cavity and allow the silicone to cure overnight.
The next day we separate the mold board from our mold frame, thus revealing the inside of our mold.
Next we remove our model from the mold board and then peel off all of the clay that we had applied to the model the day before. Since our model has a very irregular shape, this takes a bit of time for all of the clay to be completely removed.
Next, we place our model back into our mold, which shows us all of the volume that the modeling clay had occupied. Then we spray the first half of our mold with Pattern Release 202. Silicone rubber doesn’t stick very well to most materials, but it does stick very well to other silicone rubber, so we are applying a light, uniform coat of Pattern Release 202, which is an aerosol form of petroleum jelly.
Before we pour the second half of our mold, we need to create and align our gate and our venting system.
Here we have two small metal pins attached to a wood bar that we will affix to the top of our mold frame. These will form two of our vents, which will permit the air to escape while our urethane fills the mold cavity.
We also have a small dowel rod that is connected to another wood bar. This will form our gate, which is where we will pour our urethane into our mold cavity when casting our parts.
With the mold frame clamped down and the gating and venting system nailed into place, we are now ready to pour the second half of our mold.
The next day, we remove our vents and our gate. Then, using a couple of wedges, we remove each half of our mold frame.
And then we pull apart the two halves of our mold, revealing our model.
Casting our parts in done using the same method as shown in our other casting videos. We use electrical tape to hold the two sides together and form a small reservoir over our pouring sprue with modeling clay. Then we properly weigh and mix our Freeman 1070 polyurethane elastomer, and then pour it into our mold cavity.
Thirty minutes later, we demold our casting. In this case, our first casting did not come out as well as we had hoped. There were a couple of areas of our mold that weren’t completely filled, thus leaving our part incomplete. Fortunately, this is easy to fix. In fact, since we used a firm silicone rubber, we can cut and/or drill additional vents in the areas where the air entrapment occurred.
First, we cut two small vents in one of the ends of our mold using a sharp knife. This vent may produce a little flashing is that area which can easily be removed, but it will enable our urethane to completely fill that end.
Next, we use a drill to create a new vent that will allow air on that end to escape through the top of the mold.
As you can see, we now have three vents on the top of our mold, plus extra relief on the one end of the cavity where we experienced voids in our castings.
Now, as before, we weigh, mix, and pour our urethane into our new, improved mold. Thirty minutes later, we demold our casting. This time, we get a complete fill with no air entrapment. And since we produced our mold with a high quality silicone rubber from Bluestar, our mold will have a very long shelf life and perform well through numerous castings.
Multiple Cavity
Molds

When a project requires numerous duplications, a multiple cavity mold is created, enabling many more duplications to be created in a set amount of time.
Creating Multi-Cavity Molds
When looking to create more than a few reproductions of a model, most toolmakers will create multi-cavity molds, like the one shown here. We’re going to demonstrate the making of a simple six-cavity open mold, although this same concept can be applied to two-part molds, clear molds and even composite tooling.
We start off by machining our model. For this example, we’re using Freeman’s machinable wax because of its ease of machining and excellent surface finish. Our machined block looks like this. From here, we trim the model down to a smaller size, which will enable us to fit six models in a 6 by 8 inch mold.
Here is a single cavity mold created from our first model. We could use this mold to cast five additional models, but instead, we chose to run our machining program five more times to create our six master models.
Our mold frame is large enough to ensure at least 3/4 of an inch of silicone rubber will surround our models.
Next, we position our models on the mold board to make sure they are properly centered. Then we apply Plast-Econ modeling clay to the edges of each model to secure them onto the mold board and make sure the rubber won’t flow underneath.
Next, we remove the mold frame and trim the excess clay from around the edges. And then we apply a little wax release on the mold bottom. The wax release will remove any of the remaining excess clay.
With the mold frame reattached, we begin to pour our Rhodia V-340 silicone rubber. We pour in a narrow stream which enables the material to easily flow around detailed edges and into cavities. Unlike some other materials, V-340 will not entrap air in our cavities. Instead, it flows to the bottom on its own, quickly releasing any bubbles and allowing more material to fill the remainder of the cavities.
The next day, we remove the mold board, revealing the bottom sides of our six models. Each model is then removed easily, revealing our six-cavity mold.
After cleaning up some of the flashing, our mold is ready for casting.
Here you see two six-cavity molds being filled with our Freeman 1090 Clear Polyurethane. The next morning, we have 12 perfect clear castings and the mold is ready to go to work again.
Surface Casting #1
(featuring Gap Wax)
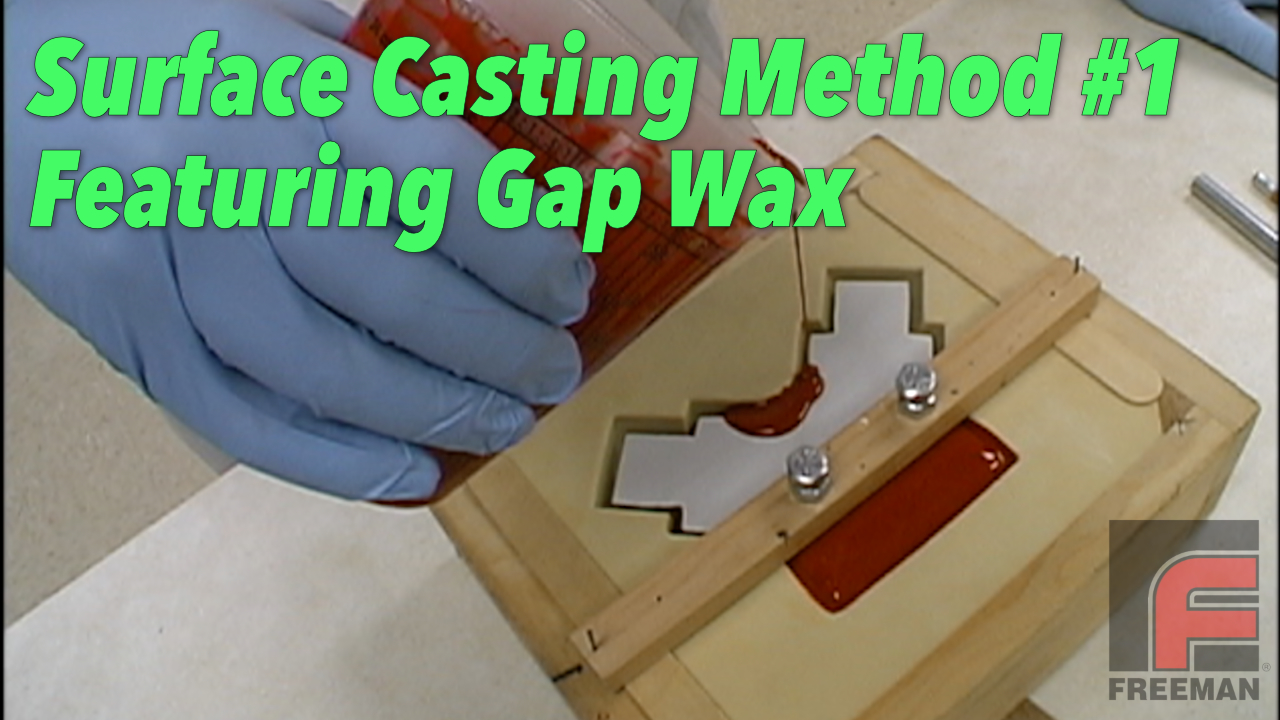
Ideal for working on medium-sized projects, this process of pouring a high quality material around a lower quality core creates a highly accurate, yet economical part.
Surface Casting Method #1 (featuring Gap Wax)
Surface casting is a process where you use an inexpensive plug to serve as the core of your part, and then cast the surface of your part with a high quality epoxy or urethane elastomer.
Here, you can see a cross-section of the finished product.
Our goal is to create a part that performs as well as if we cast the entire part with the higher quality material, but at a much lower cost and with less weight. This process also creates a more dimensionally accurate part than when casting the part solid out of one material.
We start with our mold, which has already been mass cast from our original part, shown here. The mold is made of our Freeman 1040 flexible urethane.
In the cavity, we lay up our 1/8” thick high-temperature, adhesive backed Freeman sheet wax. By cutting & fitting the pieces, we form a uniform 1/8” layer over the entire mold surface.
Next, we apply Plast-Econ modeling clay to the seams. This fills in any slight gaps between the pieces of the sheet wax
Next, we must properly seal and release the sheet wax. One of the most common errors in working with sheet wax is assuming that sealing isn’t required. However, failing to seal sheet wax will result in your part sticking to the mold.
For more information on applying sealers and release agents, please see our other video.
Finally, we’re ready to pour our core. We are suspending a bar with two bolts over our mold. The nuts will be cast in our core. This will make demolding easier and enable us to suspend the core over the mold later.
Here we have chosen Repro Fast as our core material because of its low cost and quick demold time. Notice that we have not poured the core to the top, but rather stopped about 1/8 of an inch short.
A half hour later, our core is ready to be demolded. We begin removing the sheet wax, revealing our core, which is still covered by a layer of PVA mold release, as well as the modeling clay at the seams. We remove the clay with our fillet shaper tool and then wash off the PVA with water.
Finally, we rough up the surface of the core with sandpaper to help it adhere to the surface cast layer, which we are now ready to pour.
We have created a suspension bar to support the core over the mold. Once the core is in position, we have a uniform 1/8 inch gap between the plug and the mold so we secure the suspension bar to the mold box for stability.
After making sure the mold is level, we are ready to pour.
We have selected Freeman 1060 polyurethane elastomer for our surface casting material. This product, which is commonly used for foundry patterns, features superior abrasion-resistance and impact resistance. Available in either red or black, this is what the red Freeman 1060 looks like when completely mixed.
Although not a requirement for using the 1060, vacuum degassing is suggested for optimal results.
We start pouring in a corner and allow the material to flow between the core and mold surface. We have started pouring at the deepest part of the mold to minimize air entrapment.
As the mold fills, it may be necessary to pour along the length of the 1/8” gap to totally complete the pour. The pour is finished when the top the core is entirely covered with resin.
When possible, it is desirable to completely encapsulate your core as we have done here. This technique eliminates the possibility of the core delaminating from the surface cast material.
After 16 to 18 hours, we are ready to demold our part. First, we remove the nails that held the suspension bar in place. Next, we remove our shims and place wedges underneath the bar. By lightly tapping on the wedges with a hammer, our part lifts out of the mold easily.
Here’s what the finished part looks like.
The bottom of this part can now be machined flat for mounting purposes. A pattern constructed using these materials and this procedure will produce a highly abrasion-resistant as well as impact-resistant pattern.
Here again we show a cross-section of a part that was previously surface cast. Many different materials can be used for the core, including wood, synthetic tooling board, epoxies, and urethanes. To further minimize the cost of the core, you can add fillers such as Macrolite spheres or walnut shells, shown here.
If you are going to create three or more parts using this process, we recommend an additional step that will save considerable time. Notice here how we created an additional mold around our plug. This allows for fast and easy creation of additional cores.
Since the most time consuming part of this process is laying up the sheet wax, it makes sense to cast copies of the plug itself in separate mass casts instead of following the entire surface casting process each time.
Surface Casting #2
With Brushable Resin
Here we demonstrate an alternative method for surface casting using a thixotropic additive with our Freeman 1060 semi-rigid urethane.
Surface Casting With Brushable Urethane Casting Resin
As demonstrated in our other video, Surface Casting is a process where you cast a high performance resin on the surface of your part over a core made of an inexpensive resin, which is usually filled.
The most common method involves laying up a layer of sheet wax Pouring your core material Removing the sheet wax Then pouring into the gap
In this video, we’re going to show you an alternate method. It involves using a thixotropic additive to make our high performance resin brushable.
In this case, we are going to take our Freeman 1060 Semi-rigid Urethane Elastomer.
As we demonstrated elsewhere, this material is highly abrasion resistant and impact resistant, so it makes a great surface material. By adding RenCast 6400-1 as a third component, we’ve made our 1060 urethane thick enough to brush on to the surface of our mold, as you see here.
If we want a thinner surface coat, perhaps to pick up finer details in an intricate pattern, we would use less of the additive If we want a thicker surface coat, we simply add more of the additive to thicken the resin.
And of course, we can also do both, where we apply a thicker layer behind the partially cured thin layer.
Now, before we pour our core material, we have to make sure that we get a good bond between our surface material and our core material. Most unfilled urethanes, when they cure, have a smooth surface. That can actually be a problem when pouring our core material on top of it. Without a good bond, the casting could later delaminate
So we address this in two steps
First, we sand the backside of our surface coat with an abrasive and then clean it out with a rag or an air hose. The backside is now no longer smooth or slick.
Then, we apply two coats of the Devcon Flexane FL-20 Primer. This primer lowers the surface energy even more, and really promotes adhesion between the two urethane materials.
Now we’re ready to weigh and mix our core material. We’ve chosen our Repro One fast-cast urethane. Fast-cast urethanes are filled resins, which makes them less expensive than unfilled resins. These materials are also relatively easy to work with because of their one to one mix ratio and their quick demold times.
After just a few hours, our casting is ready to demold. Our mold is actually a glove mold. This means it is constructed with a thin layer of flexible silicone rubber and a rigid backing material. This makes demolding really easy, as you see here.
Now, every project is different. Sometimes, the classic surface casting method is your best bet because you have a greater variety of materials to choose from and you can achieve greater precision in surface cast thicknesses
Other times, you can save a bit of labor and make a surface cast part using this method. Either way, you produce a casting with greater impact & abrasion performance with less shrink and overall cost.
Thanks for watching.
Using Fillers & Pourable Foam
to Lighten a Casting (& More)

When you want to lighten the weight and/or the cost of a medium-sized casting, it is worthwhile to explore the use of lightweight fillers. Plus, other types of fillers are also available to give your castings different material properties.
Using Fillers & Pourable Foam to Lighten a Casting (& More)
One of the most common ways to reduce weight in a casting, as well as reduce shrinkage in a larger casting, is to mix a filler material with your resin. However, there are more steps to this process, compared to a simple mass casting and a few more things to consider.
Let me stop here for a second and explain why we are casting instead of laminating. The first question we always ask when someone says they want to make a mold is what the size of the model? For small models, we recommend mass casting because it is easier and faster. For large models, we recommend laminating in order to lower the overall weight and save on material cost. And for medium-sized models, there are some hybrid options to explore as well.
This method would be considered more of a hybrid, because are using principles from both casting and laminating.
In this video, we are going to use Freeman 120 low density fillers, which measure between 2 and 4 mm in diameter.
The first thing we need to do is figure out how much of this filler we are going to need. So we pour the dry filler material into our dry mold cavity until it is full, and then pour the filler material back into a separate bucket and set it aside.
Next, after applying our release agent, we brush on two layers of a surface coat. This will assure that the surface of our part remains flawless despite the porous material that will be applied underneath. In this case, we are using the repro surface coat, which is a urethane resin, but the same principles apply with an epoxy or polyester.
After each coat, we wait for the resin to reach the almost tack-free state, which in this case is about 15 minutes. For more information on the tack-free state, please see our other video this topic.
After the second coat reaches the almost tack free state, we add a single layer of the repro laminating resin, which has a thinner viscosity than the surface coat. This will serve as an adhesion layer for the filled material coming next.
We are now ready to mix the tooling filler with the repro laminating resin. We add just enough of the resin to reach our preferred consistency. So if a porous and lightweight backup is desired, we only use just enough laminating resin to coat the fillers.
After the resin is thoroughly mixed with the filler, we fill the mold, and then use a paint paddle to pack the fillers down into the mold to make sure we haven’t accidentally entrapped large voids in our part.
Once the resin has cured, we apply a wet coat of the resin around the outside of our part to add strength to the edges.
And once that resin has cured, we demold our part. The weight of this filled casting is about a quarter of the weight than it would have been if we cast without the fillers. However, since we first applied the two layers of high quality surface coat prior to applying the filled resin, the surface of our part is excellent.
Additions
In addition to the Freeman 120 filler, other light weight tooling fillers include Freeman 240 filler, which features greater diameters As well as Ceramic spheres, Glass bubbles, & Walnut shells, which feature smaller diameters
For some light weight projects, you can even use a pourable urethane foam, like our Freeman 1105.
Here you are seeing it poured into a silicone rubber glove mold. Within seconds, it begins to expand and form a high quality skin on the surface of our mold with a very light weight and porous foam beneath the surface. After about 3 minutes, the expansion stops and the casting can be demolded in 20 minutes.
Obviously, using a pourable foam will make it more difficult to control the backside dimensions of your casting, but this material is simple to use, produces a very nice surface finish and it also makes a great back-up material or void filler.
Finally, If you’re looking for more than just to lighten the weight of your casting, different fillers, such as aluminum, calcium carbonate, graphite and more can be used to Add wear resistance Improve Surface Finish & mechanical properties Change appearance And much more
So not only do you have dozens of casting resins to choose from, these various fillers make your choices almost infinite. Thanks for watching. And please call us or visit us online for more.
